




- Tel: 0086-21-37901188
- E-mail: info@triowin.com
- whatsapp: +8613301885621
- wechat: 13301885621
The milk fat content is standardised in a direct standardisation system. Standardised milk used for producing whole milk powder is not normally homogenized.
Falling-film evaporators are generally used for concentration, which is carried out in two or more stages to a DS content of 45 – 55%.
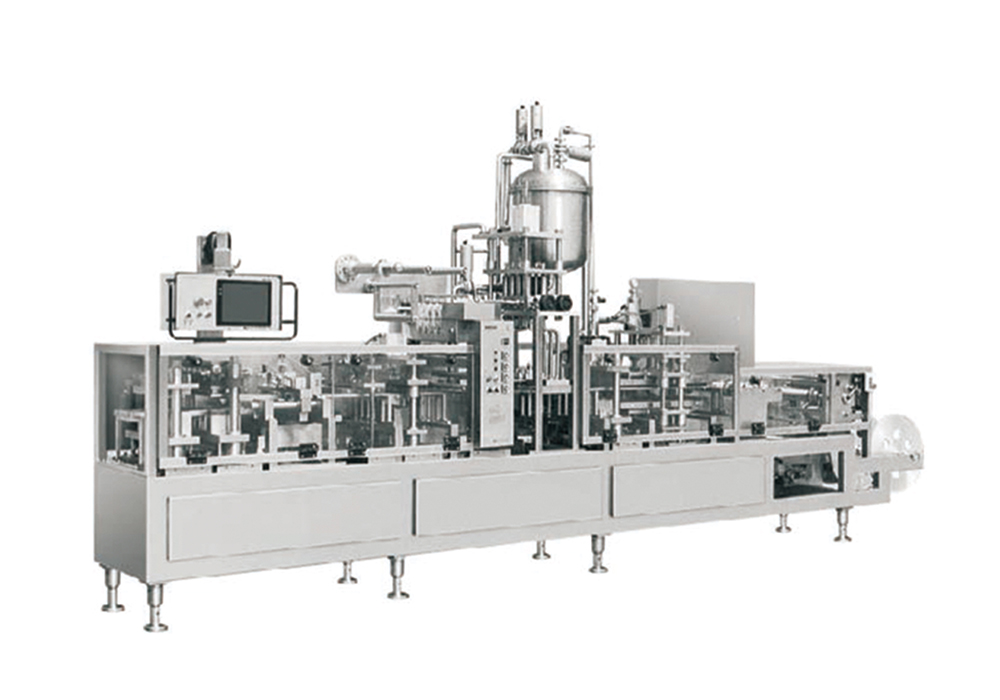
Two-stage drying
The last traces of moisture are the most difficult to remove, unless high outlet drying temperatures are used to provide a sufficient driving force. As elevated outlet drying temperatures can have a detrimental effect on powder quality, it is essential to operate at lower outlet temperatures with dairy products. If the moisture content of the resulting powder is still too high, an after-drying stage is incorporated after the spray dryer in a two-stage process as illustrated in figure .Two-stage drying methods for producing powdered milk product combine spray drying as the first stage and fluid bed drying as the second stage. The moisture content of the powder leaving the chamber is 2 – 3% higher than the final moisture content. The function of the fluid bed dryer is to remove excess moisture and finally to cool the powder down.
The powder is packed in cans, paper bags, laminated bags or plastic bags, depending on the quality and the requirements of the consumers.
Milk powder production requires the drying of liquid milk into a powder in which aromas, flavours and colouring as well as many important components such as protein, fat, carbohydrate, vitamins, minerals etc. are retained. Additional challenges is a uniform moisture content, particle structure and particle size distribution, solubility, dispersability and wettability.
Benefits
* Complete control of moisture content, particle structure, particle size distribution, solubility, dispersability and wettability and retention of natural nutrients, aromas and flavours
* Energy efficient components, continuous and rapid evaporation, drying and cooling, ease of operation and process automation provide complete control over yield and costs.
* Versatility:Customizable plant design in a wide range of applications is your assurance of complete compliance with your individual requirements.
* Long service life:Top quality, reliable components, efficient and straightforward CIP and expert engineering increase service life and availability for maximum performance
* Trace ability:Automated process control enables end-to-end traceability in compliance with current food standards and regulations
* Opportunity to realize products with customized recipes.
* Opportunity to produce more than one product with the same processing line.
* Wide customization of the final product.
* Maximum yield, minimum production waste.
* Optimized performance/cost ratio
Features
|
Working capacity |
from 5 tons/d up to 100 tons/d |
|
Products |
- Whole milk powder |
