




- Tel: 0086-21-37901188
- E-mail: info@triowin.com
- whatsapp: +8613301885621
- wechat: 13301885621
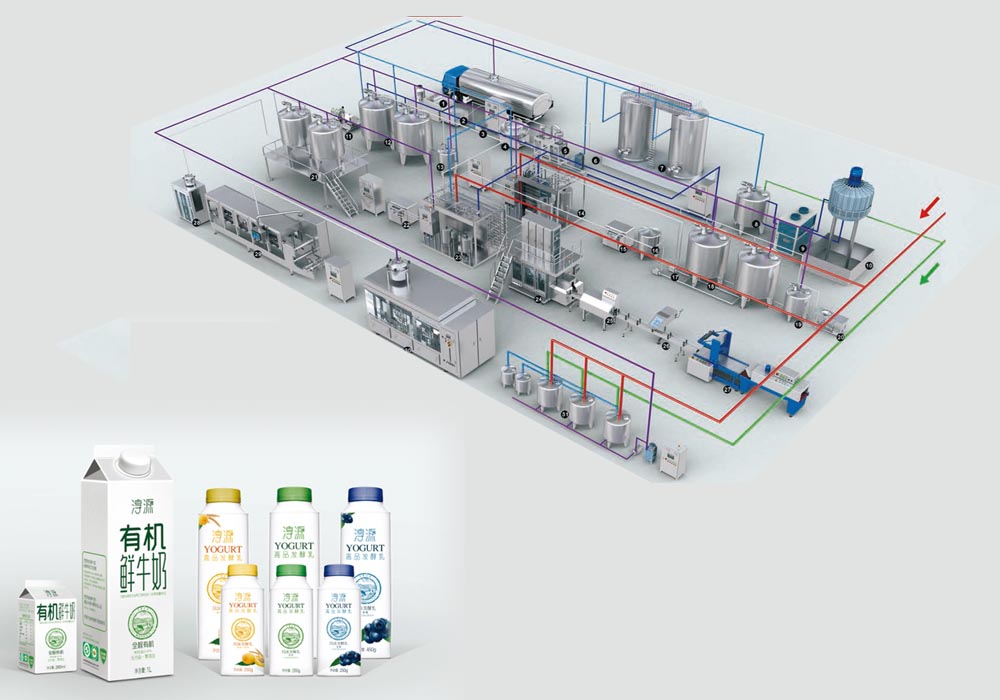
The processing line produce several types of market milk products, i.e. whole milk, skimmilk and standardised milk of various fat contents.
Pasteurized milk is milk which has been heat-treated to kill pathogens which cause disease. Not all pathogens are removed during the pasteurization process, so pasteurized milk is not 100% sterile, but many people consider it to be safer to drink than raw milk which has not been pasteurized at all. The bulk of the milk sold in commercial grocery stores is pasteurized, and much of it is also homogenized to prevent the cream from separating.
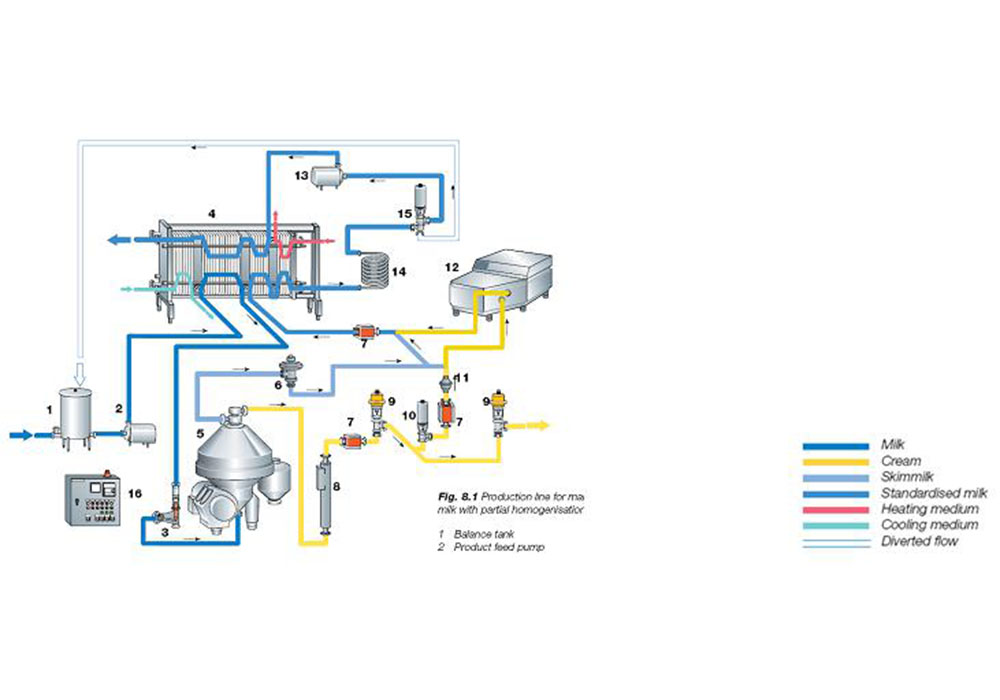
First the milk is preheated and standardised by in line milk fat standardisation system. The purpose of standardisation is to give the milk a defined, guaranteed fat content. Common values are 1.5% for low fat milk and 3% for regular grade milk, fat contents as low as 0.1 and 0.5 % is skim milk.
Then the standardised milk is homogenised. The purpose of homogenisation is to disintegrate or finely distribute the fat globules in the milk in order to reduce creaming. Homogenisation may be total or partial. Partial homogenisation is a more economical solution, because a smaller homogeniser can be used.
The milk, now is pumped to the heating section of the milk heat exchanger where it is pasteurised. The necessary holding time is provided by a separate holding tube. The pasteurisation temperature is recorded continuously. Pump is a booster pump which increases the pressure of the product to a level at which the pasteurised product cannot be contaminated by untreated milk or by the cooling medium if a leak occur in the plate heat exchanger. If the pasteurisation temperature should drop, this is sensed by a temperature transmitter. A signal activates flow diversion valve and the milk flows back to the balance tank. After pasteurisation the milk continues to a cooling section in the heat exchanger, where it is regeneratively cooled by the incoming untreated cold milk, and then to the cooling section where it is cooled with ice water. The cold milk is then pumped to the filling machines.
Temperature and pasteurisation holding time are very important factors which must be specified precisely in relation to the quality of the milk and its shelf life requirements. The pasteurisation temperature is usually 72 – 75C for 15 – 20 sec. A common requirement is that the heat treatment must guarantee the destruction of unwanted microorganisms and of all pathogenic bacteria without the product being damaged.
Advantages
* Opportunity to realize products with customized recipes.
* Opportunity to produce more than one product with the same processing line.
* Very short holding times at pasteurizing temperature.
* Accurate dosing of mixing and additional aromas.
* High quality of the final product keeping an elevated nutritional value.
* Wide customization of the final product.
* Extended shelf life of the product.
* Maximum yield, minimum production waste.
* Highest energy savings thanks to the most advanced technologies.
* Complete line supervision system through monitoring of every process phase.
* Recording, visualization and printing of all daily production data.

Features
|
Raw material |
liquid cow milk, goat milk, camel milk
|
|
Capacity |
from 10 tons/d up to 500 tons/d |
|
Products |
- Pasteurised skimmilk |
Equipments
* Tubular pasteurizer
* Plate pasteurizer
* Deodorizer
* Centrifuge separator
* Homogenizer
* Membrane filtration
* Tanks
* Storage tank
* Mixing tank